���ݶ��Ѿ��ܙCе����˾
�����T��& ���P䓾����T�칤ˇ������Ʒ�|�aƷ
��ͣ��� ����r�g��2021-6-3
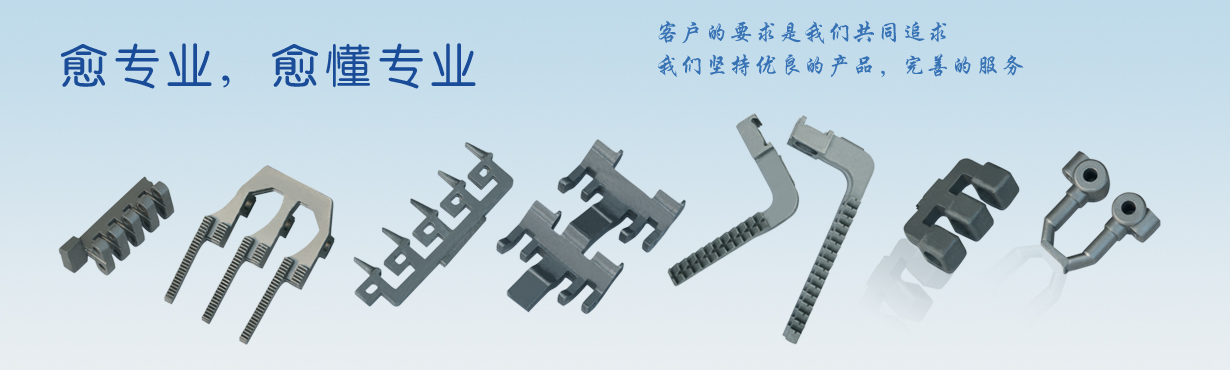
�aƷ�DƬ��H_imgg
�����T���ֽ�ʧϞ�T�죬���ĮaƷ���_�ȸߡ����Լӹ����s�Π���ͺ����^�ӽ��������Ʒ�Π�ɲ��ӹ�����ټӹ���ֱ��ʹ�ã���һ�N�����γ��ε����M��ˇ�����P������T���͌��ھ����T�졣���P䓾����T��ęCе���ܱ��T�F�ߣ������c�^�ߣ��Һ���������ˮ�������Բ�տs���P䓾����T���m���ڸ��N��͡����N�Ͻ���T�졣�M�o��ҽ�Bһ�����ļӹ���ˇ�����c��
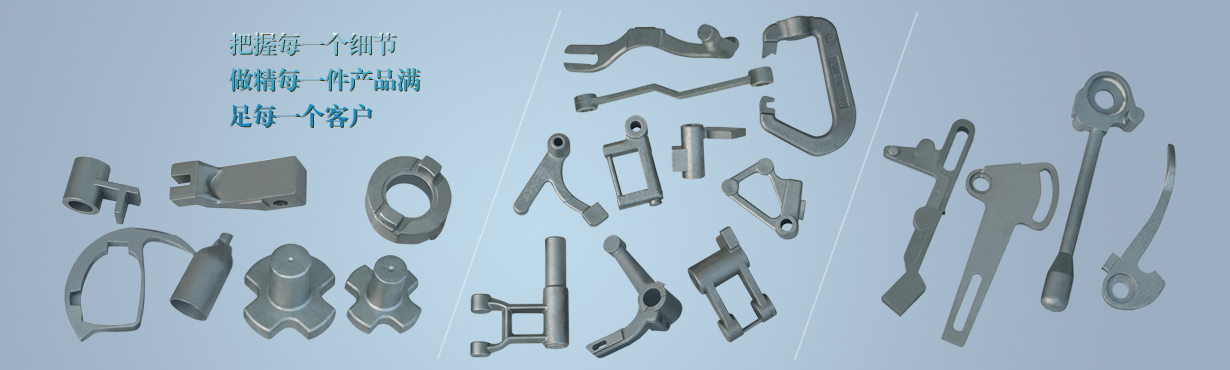
1�����ڲ��P䓾����T����տs����^�T�F�����ֹ�T�����F�s�ס��s��ȱ�ݣ����T�칤ˇ�ϴ���ð�ڡ����F���a�N�ȴ�ʩ���Ԍ��F������̡����ֹ���P��T���a���s�ס��s�ɡ�����Ѽyȱ�ݣ���ʹ��ں�������Ǻ�ֱ�ǽY�������T������ɰ�м��ĩ������о�мӽ�̿���Լ����ÿ�����о����ɰо�ȁ�����ɰ�ͻ���о�����Ժ����ԡ�
2�������Һ�������Բ���ֹ�T䓼��a������͝����㣬�T䓼��ıں���С��8mm�����ø��T�ͻ���T�ͣ��m����ߝ�ע�ضȣ�һ���1520����1600������靲ע�ضȸߣ��ˮ���^��ȴ���Һ�B�ĕr�g�L�������Կɵõ����ơ����ǝ����^�ߣ����������ִ��ѡ����ճɰ��ȱ�ݡ����һ��С�͡����ڼ��Π���s�ľ����T������䝲ע�ضȼs��䓵����c�ض�+150������עϵ�y�ĽY�����Ρ��ҽ���ߴ���T�F�Ĵ��͡�����T���ĝ�ע�ضȱ������c�߳�100��������
��������www.dingjiazz.com��

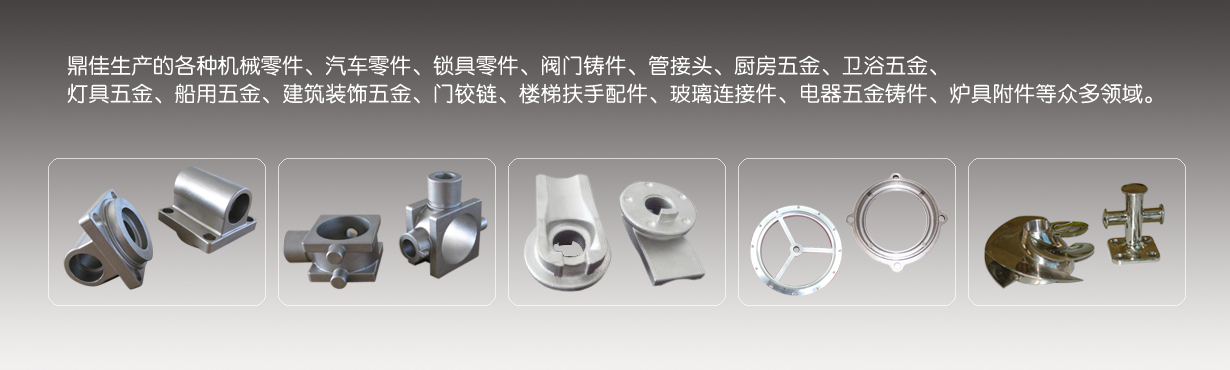
���ݶ��Ѿ��ܙCе����˾��Ҫ�aƷ�У������T�����p���T�������侫���T�����r�ÙCе�����T���������Cе�����T��������C��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|���ϡ�